





Wir können Ihnen bei der Auswahl der besten Werkzeuge für den Auftrag helfen oder spezielle Werkzeuge entsprechend dem Endprodukt entwerfen. Dazu benötigen wir folgende Informationen:
- Form des Endprodukts
- Typ Ihrer Abkantpresse. Bei Maschinen, die mit vielen Werkzeugaufnahmen wie LVD geliefert werden können, auch der Werkzeugaufnahmetyp
- Dicke und Art des verwendeten Stahls
- Informationen zu Art oder Form der Werkzeuge, die Sie bereits haben und verwenden können
Mithilfe des Computerdesigns können wir Ihnen die Anzahl und Größe der Werkzeuge mitteilen, die zum Biegen erforderlich sind. Außerdem können wir die Biegefolge mithilfe einer Delem-Software simulieren.
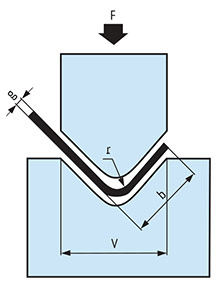
Drucktabelle
Die Tabelle zeigt den Biegedruck für Bleche bei Luftbiegung
 |
F [t] – Druck auf 1 m |
| RM = 45 kg / mm2 | |||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| g | V | 4 | 6 | 7 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 140 | 160 | 200 | 250 |
| b | 2.8 | 4 | 5 | 5.5 | 7 | 8.5 | 10 | 11 | 13.5 | 14 | 17.5 | 22 | 28 | 35 | 45 | 55 | 71 | 89 | 100 | 113 | 140 | 180 | |
| r | 0.7 | 1 | 1.1 | 1.3 | 1.6 | 2 | 2.3 | 2.6 | 3 | 3.3 | 4 | 5 | 6.5 | 8 | 10 | 13 | 16 | 20 | 23 | 26 | 33 | 40 | |
| 0.5 | 4 | 3 | |||||||||||||||||||||
| 0.6 | 6 | 4 | 3 | 3 | |||||||||||||||||||
| 0.8 | 7 | 6 | 5 | 4 | |||||||||||||||||||
| 1.0 | 13 | 10 | 8 | 6 | 5 | ||||||||||||||||||
| 1.2 | 13 | 10 | 8 | 6 | 5 | ||||||||||||||||||
| 1.5 | 13 | 10 | 9 | 8 | 7 | ||||||||||||||||||
| 2.0 | 25 | 20 | 17 | 14 | 13 | 10 | |||||||||||||||||
| 2.5 | 29 | 24 | 21 | 16 | 12 | ||||||||||||||||||
| 3.0 | 38 | 32 | 24 | 17 | 13 | ||||||||||||||||||
| 4.0 | 47 | 34 | 25 | 19 | 14 | ||||||||||||||||||
| 5.0 | 57 | 42 | 32 | 24 | 18 | ||||||||||||||||||
| 6.0 | 65 | 48 | 36 | 26 | 20 | ||||||||||||||||||
| 8.0 | 94 | 69 | 50 | 38 | 29 | 25 | |||||||||||||||||
| 10.0 | 84 | 63 | 48 | 41 | 35 | ||||||||||||||||||
| 12.0 | 130 | 96 | 72 | 62 | 53 | 40 | 31 | ||||||||||||||||
| 16.0 | 139 | 120 | 101 | 76 | 58 | ||||||||||||||||||
| 20.0 | 126 | 95 | |||||||||||||||||||||
| RM = 70 kg / mm2 | |||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| g | V | 4 | 6 | 7 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 140 | 160 | 200 | 250 |
| b | 2.8 | 4 | 5 | 5.5 | 7 | 8.5 | 10 | 11 | 13.5 | 14 | 17.5 | 22 | 28 | 35 | 45 | 55 | 71 | 89 | 100 | 113 | 140 | 180 | |
| r | 0.7 | 1 | 1.1 | 1.3 | 1.6 | 2 | 2.3 | 2.6 | 3 | 3.3 | 4 | 5 | 6.5 | 8 | 10 | 13 | 16 | 20 | 23 | 26 | 33 | 40 | |
| 0.5 | 7 | 4 | |||||||||||||||||||||
| 0.6 | 10 | 6 | 5 | 4 | |||||||||||||||||||
| 0.8 | 1 | 9 | 8 | 6 | |||||||||||||||||||
| 1.0 | 19 | 16 | 13 | 10 | 8 | ||||||||||||||||||
| 1.2 | 20 | 15 | 12 | 10 | 8 | ||||||||||||||||||
| 1.5 | 20 | 16 | 14 | 12 | 10 | ||||||||||||||||||
| 2.0 | 39 | 31 | 26 | 22 | 20 | 15 | |||||||||||||||||
| 2.5 | 44 | 38 | 33 | 25 | 18 | ||||||||||||||||||
| 3.0 | 58 | 50 | 37 | 27 | 20 | ||||||||||||||||||
| 4.0 | 73 | 53 | 39 | 30 | 22 | ||||||||||||||||||
| 5.0 | 89 | 66 | 49 | 37 | 27 | ||||||||||||||||||
| 6.0 | 101 | 75 | 55 | 41 | 31 | ||||||||||||||||||
| 8.0 | 147 | 107 | 78 | 59 | 45 | 39 | |||||||||||||||||
| 10.0 | 131 | 98 | 74 | 64 | 55 | ||||||||||||||||||
| 12.0 | 202 | 149 | 112 | 97 | 82 | 62 | 48 | ||||||||||||||||
| 16.0 | 217 | 187 | 157 | 118 | 90 | ||||||||||||||||||
| 20.0 | 196 | 148 | |||||||||||||||||||||
Beispiel: Stahlblech mit RM 430-500 MPa und 6 mm Dicke kann auf einer Matrize der Größe V50 mm gebogen werden. Der Mindestarm der Biegung beträgt 35 mm, der Innenradius des Stahls beträgt 8 mm, die erforderliche Kraft beträgt 48 Tonnen pro Meter.