





Můžeme vám pomoci s výběrem nástrojů pro ohýbání, k čemuž potřebujeme následující informace:
- o tvar hotového dílu
- o typ lisu, který máte, v případě strojů, které jsou na trhu s několika upínacími systémy, jako jsou například lisy LVD, další informace o systému pro montáž nástrojů.
- o typ ohýbaného plechu
- o informace o typu nebo tvaru již vlastněného nástrojů, které lze použít.
Pomocí softwaru Delem můžeme určit typ a tvar nástrojů, které budou potřeba k provedení ohybů, a můžeme také simulovat a určit pořadí ohybů na lisovacím stroji.
Tabulka síly potřebné pro ohýbání
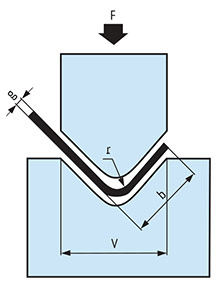
Parametry volného ohýbání plechů.
 |
F [t] – sila na 1 m |
| RM = 45 kg / mm2 | |||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| g | V | 4 | 6 | 7 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 140 | 160 | 200 | 250 |
| b | 2.8 | 4 | 5 | 5.5 | 7 | 8.5 | 10 | 11 | 13.5 | 14 | 17.5 | 22 | 28 | 35 | 45 | 55 | 71 | 89 | 100 | 113 | 140 | 180 | |
| r | 0.7 | 1 | 1.1 | 1.3 | 1.6 | 2 | 2.3 | 2.6 | 3 | 3.3 | 4 | 5 | 6.5 | 8 | 10 | 13 | 16 | 20 | 23 | 26 | 33 | 40 | |
| 0.5 | 4 | 3 | |||||||||||||||||||||
| 0.6 | 6 | 4 | 3 | 3 | |||||||||||||||||||
| 0.8 | 7 | 6 | 5 | 4 | |||||||||||||||||||
| 1.0 | 13 | 10 | 8 | 6 | 5 | ||||||||||||||||||
| 1.2 | 13 | 10 | 8 | 6 | 5 | ||||||||||||||||||
| 1.5 | 13 | 10 | 9 | 8 | 7 | ||||||||||||||||||
| 2.0 | 25 | 20 | 17 | 14 | 13 | 10 | |||||||||||||||||
| 2.5 | 29 | 24 | 21 | 16 | 12 | ||||||||||||||||||
| 3.0 | 38 | 32 | 24 | 17 | 13 | ||||||||||||||||||
| 4.0 | 47 | 34 | 25 | 19 | 14 | ||||||||||||||||||
| 5.0 | 57 | 42 | 32 | 24 | 18 | ||||||||||||||||||
| 6.0 | 65 | 48 | 36 | 26 | 20 | ||||||||||||||||||
| 8.0 | 94 | 69 | 50 | 38 | 29 | 25 | |||||||||||||||||
| 10.0 | 84 | 63 | 48 | 41 | 35 | ||||||||||||||||||
| 12.0 | 130 | 96 | 72 | 62 | 53 | 40 | 31 | ||||||||||||||||
| 16.0 | 139 | 120 | 101 | 76 | 58 | ||||||||||||||||||
| 20.0 | 126 | 95 | |||||||||||||||||||||
| RM = 70 kg / mm2 | |||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| g | V | 4 | 6 | 7 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 140 | 160 | 200 | 250 |
| b | 2.8 | 4 | 5 | 5.5 | 7 | 8.5 | 10 | 11 | 13.5 | 14 | 17.5 | 22 | 28 | 35 | 45 | 55 | 71 | 89 | 100 | 113 | 140 | 180 | |
| r | 0.7 | 1 | 1.1 | 1.3 | 1.6 | 2 | 2.3 | 2.6 | 3 | 3.3 | 4 | 5 | 6.5 | 8 | 10 | 13 | 16 | 20 | 23 | 26 | 33 | 40 | |
| 0.5 | 7 | 4 | |||||||||||||||||||||
| 0.6 | 10 | 6 | 5 | 4 | |||||||||||||||||||
| 0.8 | 1 | 9 | 8 | 6 | |||||||||||||||||||
| 1.0 | 19 | 16 | 13 | 10 | 8 | ||||||||||||||||||
| 1.2 | 20 | 15 | 12 | 10 | 8 | ||||||||||||||||||
| 1.5 | 20 | 16 | 14 | 12 | 10 | ||||||||||||||||||
| 2.0 | 39 | 31 | 26 | 22 | 20 | 15 | |||||||||||||||||
| 2.5 | 44 | 38 | 33 | 25 | 18 | ||||||||||||||||||
| 3.0 | 58 | 50 | 37 | 27 | 20 | ||||||||||||||||||
| 4.0 | 73 | 53 | 39 | 30 | 22 | ||||||||||||||||||
| 5.0 | 89 | 66 | 49 | 37 | 27 | ||||||||||||||||||
| 6.0 | 101 | 75 | 55 | 41 | 31 | ||||||||||||||||||
| 8.0 | 147 | 107 | 78 | 59 | 45 | 39 | |||||||||||||||||
| 10.0 | 131 | 98 | 74 | 64 | 55 | ||||||||||||||||||
| 12.0 | 202 | 149 | 112 | 97 | 82 | 62 | 48 | ||||||||||||||||
| 16.0 | 217 | 187 | 157 | 118 | 90 | ||||||||||||||||||
| 20.0 | 196 | 148 | |||||||||||||||||||||
Příklad: Ocelový plech o tloušťce 6 mm můžeme ohýbat na 50 mm široké matrici, minimální šířka ohybu pro tuto matrici je 35 mm, doporučený poloměr děrování je 8 mm, měla by být použita síla 48 tun na metr (pro plech s RM 430-500 MPa).