





We can help you choose the best tools for the job, or design special tooling according to the final product. To do this we need following information:
- shape of the final product
- type of your press brake, in case of machines which can be supplied with many tool holding types, like LVD, also the tool holding type
- thickness and type of steel used
- information about type or shape of tools you already have and could be used
Using computer design, we can tell you the number and size of tools that will be necessary to do the bending, we can also simulate the bending sequence using a Delem software.
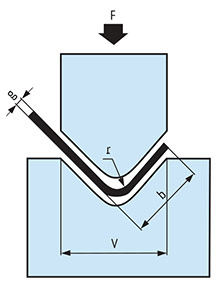
Pressure table
The table shows bending pressure for sheets with air bending
 |
F [t] – pressure on 1 m |
| RM = 45 kg / mm2 | |||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| g | V | 4 | 6 | 7 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 140 | 160 | 200 | 250 |
| b | 2.8 | 4 | 5 | 5.5 | 7 | 8.5 | 10 | 11 | 13.5 | 14 | 17.5 | 22 | 28 | 35 | 45 | 55 | 71 | 89 | 100 | 113 | 140 | 180 | |
| r | 0.7 | 1 | 1.1 | 1.3 | 1.6 | 2 | 2.3 | 2.6 | 3 | 3.3 | 4 | 5 | 6.5 | 8 | 10 | 13 | 16 | 20 | 23 | 26 | 33 | 40 | |
| 0.5 | 4 | 3 | |||||||||||||||||||||
| 0.6 | 6 | 4 | 3 | 3 | |||||||||||||||||||
| 0.8 | 7 | 6 | 5 | 4 | |||||||||||||||||||
| 1.0 | 13 | 10 | 8 | 6 | 5 | ||||||||||||||||||
| 1.2 | 13 | 10 | 8 | 6 | 5 | ||||||||||||||||||
| 1.5 | 13 | 10 | 9 | 8 | 7 | ||||||||||||||||||
| 2.0 | 25 | 20 | 17 | 14 | 13 | 10 | |||||||||||||||||
| 2.5 | 29 | 24 | 21 | 16 | 12 | ||||||||||||||||||
| 3.0 | 38 | 32 | 24 | 17 | 13 | ||||||||||||||||||
| 4.0 | 47 | 34 | 25 | 19 | 14 | ||||||||||||||||||
| 5.0 | 57 | 42 | 32 | 24 | 18 | ||||||||||||||||||
| 6.0 | 65 | 48 | 36 | 26 | 20 | ||||||||||||||||||
| 8.0 | 94 | 69 | 50 | 38 | 29 | 25 | |||||||||||||||||
| 10.0 | 84 | 63 | 48 | 41 | 35 | ||||||||||||||||||
| 12.0 | 130 | 96 | 72 | 62 | 53 | 40 | 31 | ||||||||||||||||
| 16.0 | 139 | 120 | 101 | 76 | 58 | ||||||||||||||||||
| 20.0 | 126 | 95 | |||||||||||||||||||||
| RM = 70 kg / mm2 | |||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| g | V | 4 | 6 | 7 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 140 | 160 | 200 | 250 |
| b | 2.8 | 4 | 5 | 5.5 | 7 | 8.5 | 10 | 11 | 13.5 | 14 | 17.5 | 22 | 28 | 35 | 45 | 55 | 71 | 89 | 100 | 113 | 140 | 180 | |
| r | 0.7 | 1 | 1.1 | 1.3 | 1.6 | 2 | 2.3 | 2.6 | 3 | 3.3 | 4 | 5 | 6.5 | 8 | 10 | 13 | 16 | 20 | 23 | 26 | 33 | 40 | |
| 0.5 | 7 | 4 | |||||||||||||||||||||
| 0.6 | 10 | 6 | 5 | 4 | |||||||||||||||||||
| 0.8 | 1 | 9 | 8 | 6 | |||||||||||||||||||
| 1.0 | 19 | 16 | 13 | 10 | 8 | ||||||||||||||||||
| 1.2 | 20 | 15 | 12 | 10 | 8 | ||||||||||||||||||
| 1.5 | 20 | 16 | 14 | 12 | 10 | ||||||||||||||||||
| 2.0 | 39 | 31 | 26 | 22 | 20 | 15 | |||||||||||||||||
| 2.5 | 44 | 38 | 33 | 25 | 18 | ||||||||||||||||||
| 3.0 | 58 | 50 | 37 | 27 | 20 | ||||||||||||||||||
| 4.0 | 73 | 53 | 39 | 30 | 22 | ||||||||||||||||||
| 5.0 | 89 | 66 | 49 | 37 | 27 | ||||||||||||||||||
| 6.0 | 101 | 75 | 55 | 41 | 31 | ||||||||||||||||||
| 8.0 | 147 | 107 | 78 | 59 | 45 | 39 | |||||||||||||||||
| 10.0 | 131 | 98 | 74 | 64 | 55 | ||||||||||||||||||
| 12.0 | 202 | 149 | 112 | 97 | 82 | 62 | 48 | ||||||||||||||||
| 16.0 | 217 | 187 | 157 | 118 | 90 | ||||||||||||||||||
| 20.0 | 196 | 148 | |||||||||||||||||||||
Example: Sheet steel with RM 430-500 MPa with 6mm thickness can be bent on a V50mm size die, minimum arm of the bend is 35mm, inner radius on the steel will be 8mm, force necessary is 48 tons per meter.