





Matryce Flexi Bend – Uniwersalność i Precyzja od Plasmet sp. z o.o.
Odkryj Flexi Bend, innowacyjne matryce do pras krawędziowych z uchylnymi wkładkami, zaprojektowane z myślą o bezśladowym gięciu i krótkim ramieniu gięcia. Produkowane przez Plasmet sp. z o.o., matryce te wyróżniają się wszechstronnością – pasują do wszystkich typów pras dzięki odpowiednim wkładkom.
Zastosowanie matryc Flexi Bend pozwala nie tylko na precyzyjne gięcie, ale również znaczną oszczędność czasu i kosztów produkcji. Ich uniwersalność i innowacyjna konstrukcja czynią je idealnym rozwiązaniem dla różnorodnych zadań, zapewniając najwyższą jakość i efektywność w codziennej pracy.
Wybierz Flexi Bend – zainwestuj w narzędzia, które usprawnią Twoją produkcję i podniosą jej standardy!
Zalety matryc Flexi Bend do gięcia blach
4 zalety stosowania matryc Flexi Bend do produkcji na zamówienie:
- Krótsze ramę gięcia. Dzięki matrycom Flexi Bend możliwe jest uzyskanie dokładnego gięcia bez deformacji przy bardzo małych bokach profilu, co umożliwia nam gięcie ramion, które normalnie nie sięgałyby przez tradycyjną matrycę.
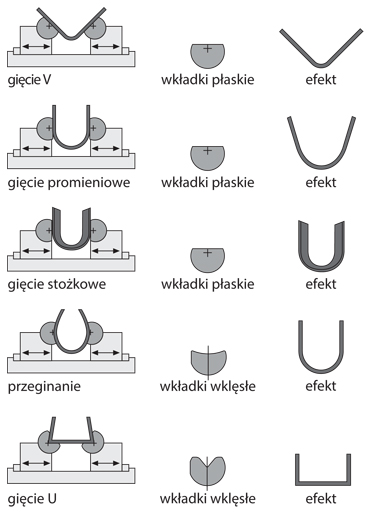
- Krawędzie bez śladów Wkładki matryc Flexi Bend podtrzymują blachę podczas całego procesu gięcia blachy, co oznacza, że blacha nigdy nie ociera się o promienie wejściowe szczeliny, jak miałoby to miejsce w przypadku konwencjonalnej matrycy. W rezultacie na blasze jest niewiele śladów i minimalne oznaki gięcia.
- Zmniejszone odkształcenie podczas gięcia profili z otworami lub szczelinami blisko gięcia Podczas stosowania konwencjonalnych matryc do wykonywania profili z krawędziami, które kurczą się bliżej końca przedmiotu obrabianego, końcowa część zagięcia może pozostać zauważalnie otwarta i wślizgnąć się do szczeliny. Wkładki matryc Flexi Bend stale podtrzymują skośne krawędzie ciętego arkusza prawie do linii gięcia, zmniejszając odkształcenie profilu do tego stopnia, że często jest ono niezauważalne.
- Minimalna obróbka końcowa. Profile mogą wymagać kosztownych operacji polerowania po gięciu w celu zapewnienia akceptowalnego wyglądu estetycznego. Ponieważ matryce Flexi Bend pozostawiają minimalne ślady gięcia, możemy wyeliminować te dodatkowe etapy przetwarzania, oszczędzając klientom czas i pieniądze.
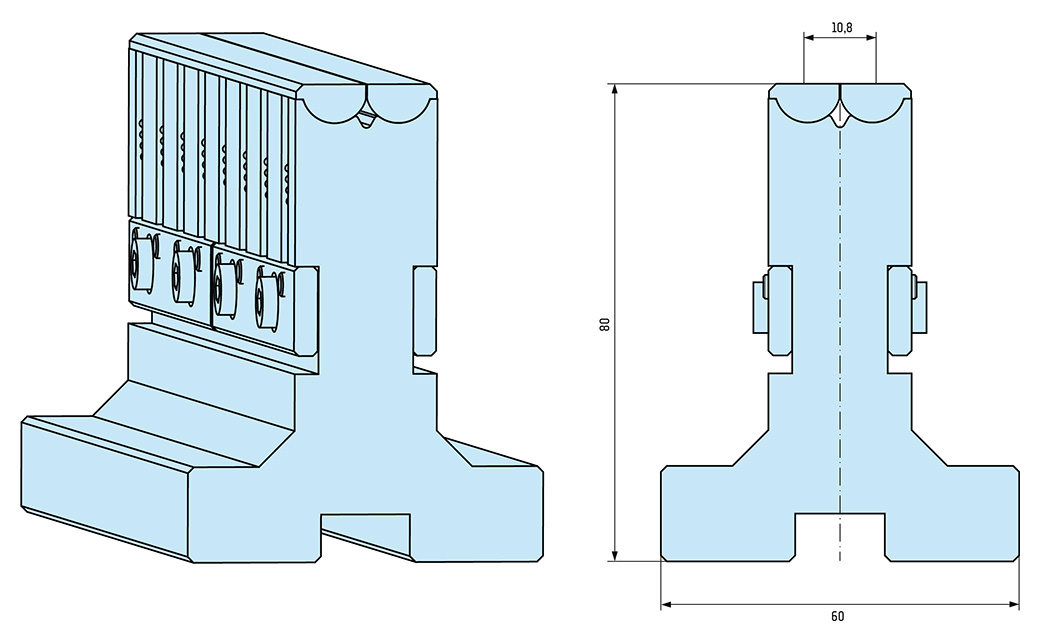
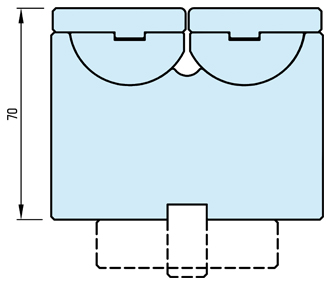
Matryca 10,8 mm
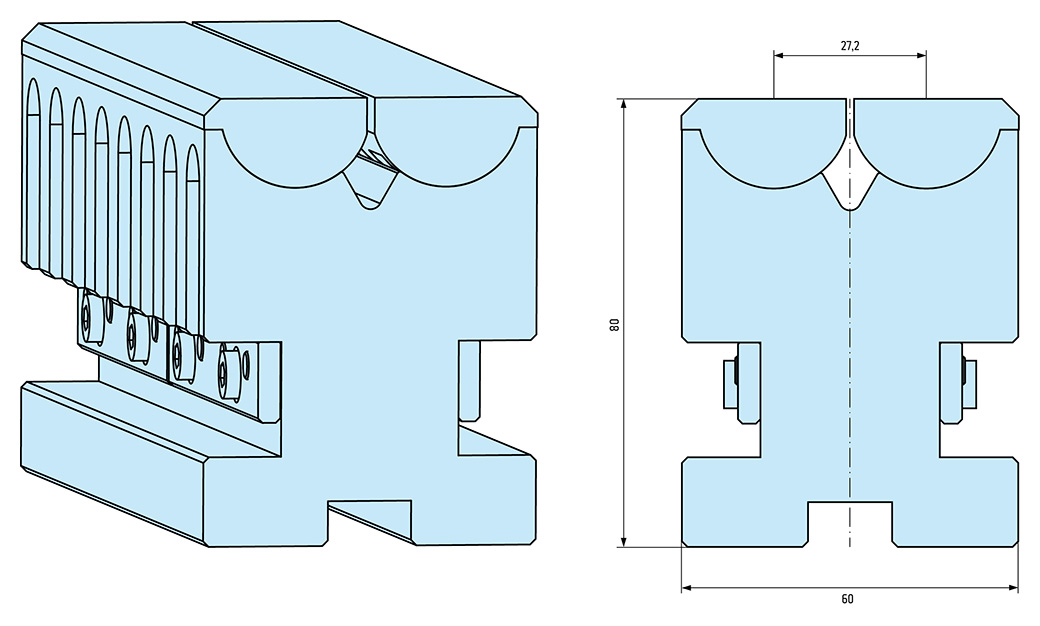
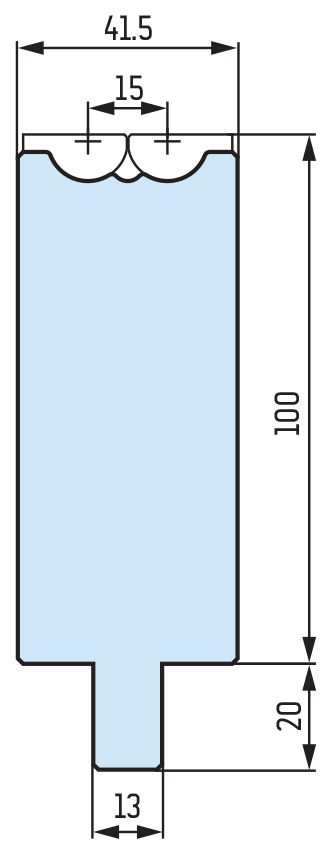
Matryca 27,2 mm
Specyfikacja Techniczna
Długości niestandardowe dostępne dla wszystkich modeli
Linia modeli matryc Flexi Bend
Matryce Flexi Bend są dostępne w wersji na wszystkie rodzaje pras krawędziowych. Oferujemy modele o stałej wielkości roboczej oraz matryce regulowane, idealne do pracy na trudno obrabialnej blasze, i do dużych promieni. Używane przez Flexi Bend wkładki są odpowiednie do większości zastosowań, ale możemy również dostarczyć wkładki z materiałów specjalnych na życzenie.
Specjalne szerokości i wielkości matryc dostępne na życzenie – prosimy o kontakt w sprawie szczegółów.
Zastosowanie
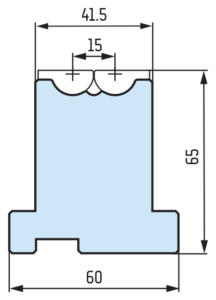
FBP (Model 1, 2 i 3) mają szerokość mocowania 60 mm
Do pras: Amada, Atlantic, Adira, Bystronic Euro, Beyeler Euro-B, CR Electronic, Durmazlar, Ermaksan, Gasparini, Guil, Haco, Promecam, i innych z mocowaniem 60 mm
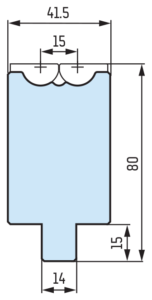
FBS (Model 1 i 2) mają szerokość mocowania 14 mm
Do pras: Amada i innych z mocowaniem matrycy wkładkowej 14 mm
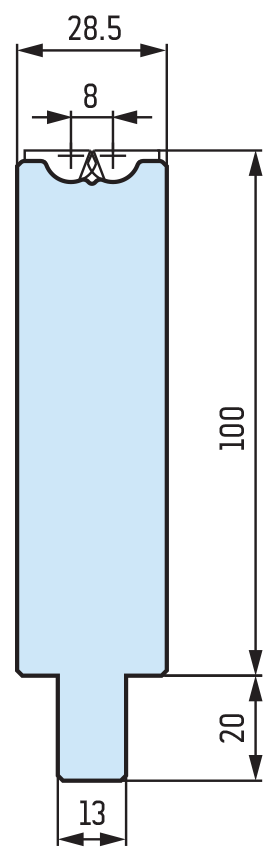
FBT (Model 1, 2 i 3) mają szerokość mocowania13 mm
Do pras: Bystronic, Beyeler, Hammerle, Safan, SMD, Trumpf i innych z mocowaniem typu Wila.
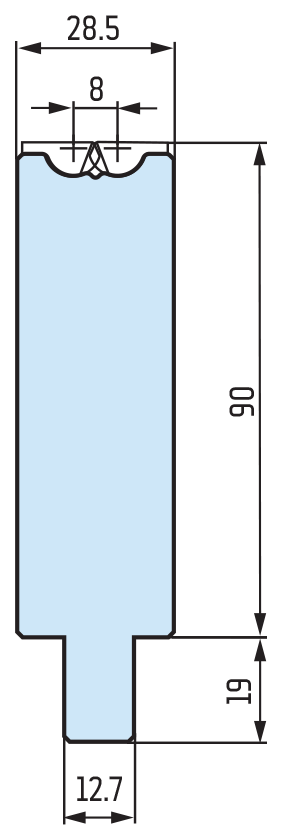
FBT90 (Model 1, 2 i 3) mają szerokość mocowania 12.7 mm, niesymetryczne
Do pras LVD z niesymetrycznym mocowaniem 12.7 mm
FBM (Model 2,5, 3 i 4)
Do wszystkich typów pras, możemy dostarczyć z dowolnym typem uchwytu.
Jeśli powyżej nie jest wymieniony Państwa typ prasy prosimy o kontakt.
Jesteśmy w stanie dostarczyć matryce do każdego typu mocowania.
| Materiały użyte w matrycach Flexi Bend | ||
|---|---|---|
| Wkładki | Model 1.2 i 2.5 Model 3 Model FBM4 Model V4 |
hartowane na wskroś do 44 HRC hartowane na wskroś do 33 HRC i powierzchniowo do 55 HRC hartowane na wskroś do 33 HRC i powierzchniowo do 55 HRC hartowane na wskroś do 55 HRC |
| Korpus | Wszystkie modele | stal narzędziowa 42CrMo4 (40HM) o wytrzymałości 1100-1200 N/mm2 miejscowo zahartowana do 55 HRC |
| Specyfikacja matryc wykonywanych na specjalne zamówienia oraz wartości HRC wkładek specjalnych dostępna na życzenie – prosimy o kontakt | ||
Zalety matryc Flexi Bend |
|
|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Zastosowanie i dane techniczne | A | B | C | |||
|---|---|---|---|---|---|---|
| TYP MATRYCY | max. dopuszczalny nacisk |
grubość materiału | min. kąt gięcia | wymagany nacisk (Rm= 450 N/mm²) |
min. długość zaginanego ramienia (gięcie na 90°) |
max. promień zewnętrzny |
| (t/m) | (mm) | (o) | (t) | (mm) | (mm) | |
| FLEXI 10,8 | 100 100 100 |
0,7 1,2 1,7 |
60 60 60 |
4 11 24 |
7,0 7,0 7,0 |
4,9 4,4 3,9 |
| FLEXI 27,2 | 150 150 150 |
2,0 4,0 6,0 |
60 60 60 |
11 51 138 |
17,8 17,8 17,8 |
12,2 10,2 8,2 |
| MODEL 1 | 100 100 100 |
0,7 1,1 1,5 |
40 35 35 |
5 13 27 |
3,0 3,9 4,2 |
3,0 2,6 2,2 |
| MODEL 2 | 150 150 150 |
2,0 3,0 3,2 |
59 47 47 |
21 55 65 |
8,5 9,3 9,3 |
6,0 5,0 4,8 |
| MODEL 2,5 | 250 250 250 |
2,0 4,0 6,0 |
46 46 55 |
10 47 127 |
18,6 18,6 18,6 |
13,2 12,0 9,8 |
| MODEL 3 | 250 250 250 |
2,0 4,0 6,0 |
68 47 50 |
7 34 90 |
22,5 22,5 22,5 |
13,9 11,9 9,9 |
| MODEL 3,5 | 250 250 250 |
6,0 8,0 10,0 |
75 75 75 |
44 85 145 |
39,0 39,0 39,0 |
20,0 20,0 20,0 |
| MODEL 4 | 300 300 300 |
6,0 8,0 12,0 |
78 76 73 |
26 50 129 |
56,6 56,6 56,6 |
36,4 36,4 36,4 |
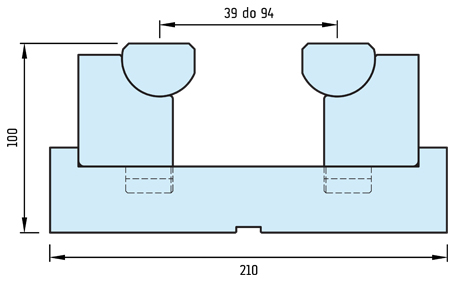
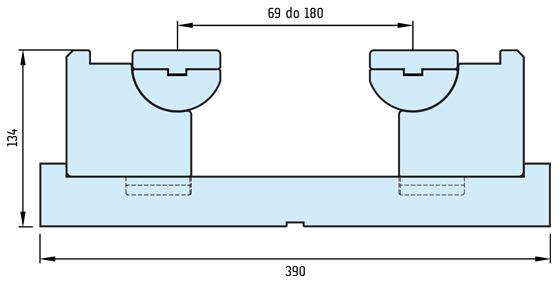
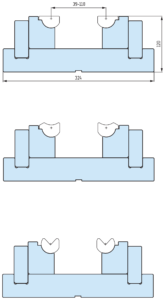
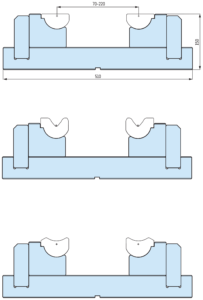
| MATRYCE REGULOWANE | ||||||
| MODEL | max, dopuszczalny nacisk |
zakres regulacji | Uwagi | |||
| (t/m) | (mm) | Matryce regulowane są przeznaczone do gięcia blach z promieniem większym niż dopuszczają matryce bez regulacji lub do gięcia profili (przy wykorzystaniu odpowiednich zarysów wkładek). Ze względu na różne parametry materiałów oraz zmienne warunki gięcia wielkości te definiuje się indywidulanie. Deformacje otworów oraz odkształcenia detali są ograniczone, ale zależą od specyfiki materiału. Na wielkość uzyskanego promienia wpływa sprężynowanie materiału oraz obróbka jakiej został poddany przed procesem gięcia. Minimalna długość ramienia zależna jest od ustawienia matrycy względem danej grubości i wykorzystanego w procesie promienia gięcia. | ||||
| FBHD2 | 200 | 16–30 | ||||
| FBHD2,5 | 250 | 28–69 | ||||
| FBHD3 | 350 | 38–118 | ||||
| FBHD4 | 350 | 70–220 | ||||
Uwagi:
- Utrzymanie maksymalnych wartości A, B i C nie jest możliwe równocześnie
- Wartości podane jako wskazówki i zakładają użycie stali o wytrzymałości 420N/mm2
- Jeśli wartości z tabeli są zbliżone do wymaganych należy przeprowadzić test gięcia
- Uzyskane w testach wartości mogą być również lepsze niż te z kolumn A, B i C.
- W razie wątpliwości prosimy o kontakt. Zastrzegamy możliwość zmian wartości w tabeli.
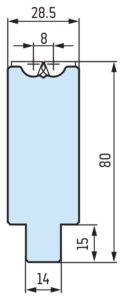
Model 1
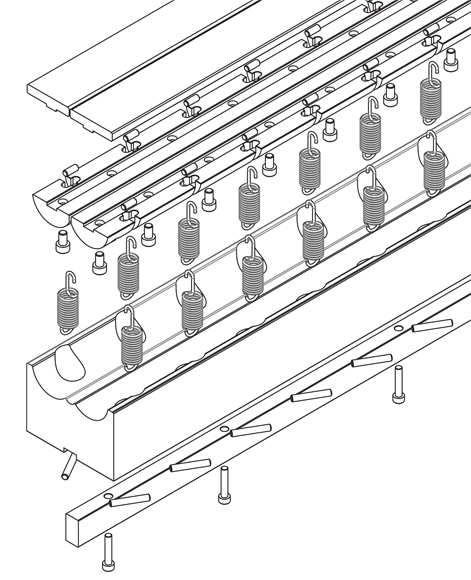
Matryce stałe Flexi Bend
Długości niestandardowe możliwe na zamówienie we wszystkich modelach
| Model 1 |
| Ażurowe wkładki |
| Standardowe długości 500 mm, 100 mm oraz 440 mm / segmentowe |
| Segment 440 mm w podziale: 200 mm, 100 mm, 50 mm, 30 mm, 25 mm, 20 mm i 15 mm |
| Dodatkowe elementy segmentowe dostępne na życzenie: 25 mm, 40 mm i 45 mm |
| max. nacisk (t/m) | grubość materiału (mm) | min. kąt gięcia (o) | nacisk na metr gięcia (t) | ramię gięcia (mm) | max promień zewnętrzny | |
|---|---|---|---|---|---|---|
| Model 1
Max. grubość materiału 1.5 mm |
100 100 100 |
0.7 1.1 1.5 |
40.0 35.0 35.0 |
5.0 13.0 27.0 |
3.0 3.9 4.2 |
3.0 2.6 2.2 |

500 mm
6.9 kg
440 mm
6.1 kg
100 mm
1.4 kg
500 mm
6.3 kg
440 mm
5.8 kg
100 mm
1.3 kg

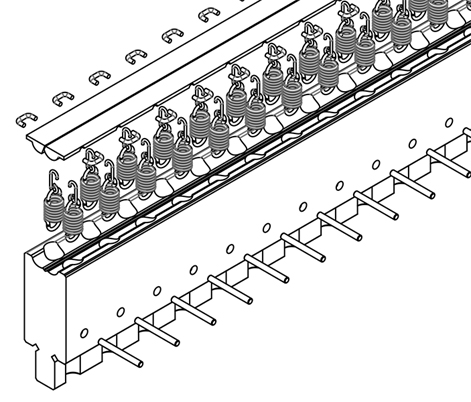
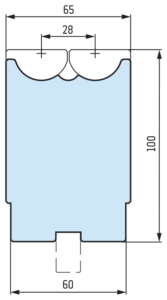
Typowa konstrukcja modeli 1, 2 i 2,5
500 mm
5.5 kg
440 mm
5 kg
100 mm
1.1 kg
500 mm
8.5 kg
440 mm
7.8 kg
100 mm
1.7 kg
500 mm
9.4 kg
440 mm
8.6 kg
100 mm
1.8 kg
Model 2
Matryce stałe Flexi Bend
Długości niestandardowe możliwe na zamówienie we wszystkich modelach
| Model 2 |
| Standardowe długości 500 mm, 100 mm oraz 450 mm / segmentowe |
| Segment 450 mm w podziale: 200 mm, 100 mm, 40 mm, 35 mm, 30 mm, 25 mm i 20 mm |
| Dodatkowe elementy segmentowe dostępne na życzenie: 25 mm, 45 mm i 50 mm |
| max. nacisk (t/m) | grubość materiału (mm) | min. kąt gięcia (o) | nacisk na metr gięcia (t) | ramię gięcia (mm) | max promień zewnętrzny | |
|---|---|---|---|---|---|---|
| Model 2
Max. grubość materiału 3.0 mm |
150 150 150 |
2.0 3.0 3.2 |
59.0 47.0 47.0 |
21.0 55.0 65.0 |
8.5 9.3 9.3 |
6.0 5.0 4.8 |
500 mm
7.9 kg
440 mm
7.4 kg
100 mm
1.6 kg
500 mm
8.3 kg
440 mm
7.8 kg
100 mm
1.7 kg

500 mm
7.9 kg
440 mm
7.4 kg
100 mm
1.6 kg

500 mm
11.3 kg
440 mm
10.6 kg
100 mm
2.2 kg
500 mm
7.9 kg
440 mm
7.4 kg
100 mm
1.6 kg
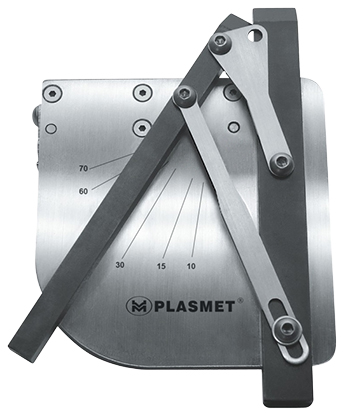
Magnetyczny ustawiak kąta gięcia
Model 2.5
Matryce stałe Flexi Bend
Długości niestandardowe możliwe na zamówienie we wszystkich modelach
| Model 2.5 |
| Standardowe długości 500 mm, 100 mm oraz 470 mm / segmentowe |
| Segment 470 mm w podziale: 200 mm, 100 mm, 50 mm, 45 mm, 40 mm, 35 mm |
| Dodatkowe elementy segmentowe dostępne na życzenie: 25 mm, 25 mm i 30 mm |
| max. nacisk (t/m) | grubość materiału (mm) | min. kąt gięcia (o) | nacisk na metr gięcia (t) | ramię gięcia (mm) | max promień zewnętrzny | |
|---|---|---|---|---|---|---|
| Model 2.5
Max. grubość materiału 6.3 mm |
250 250 250 |
2.0 4.0 6.0 |
46.0 46.0 55.0 |
10.0 47.0 55.0 |
18.6 18.6 18.6 |
13.2 12.0 9.8 |
500 mm
22.0 kg
470 mm
21.0 kg
100 mm
4.4 kg


Model 3
Matryce stałe Flexi Bend
Długości niestandardowe możliwe na zamówienie we wszystkich modelach
| Model 3 |
| Standardowe długości 500 mm, 100 mm oraz 455 mm / segmentowe |
| Segment 455 mm w podziale: 200 mm, 100 mm, 60 mm, 50 mm, 45 mm |
| FBM70 dostępne z uchwytami – 60 mm, 13 mm, 12,7 mm oraz 12,7 mm niesymetryczne |
| max. nacisk (t/m) | grubość materiału (mm) | min. kąt gięcia (o) | nacisk na metr gięcia (t) | ramię gięcia (mm) | max promień zewnętrzny | |
|---|---|---|---|---|---|---|
| Model 3
Max. grubość materiału 6.3 mm |
250 250 250 |
2.0 4.0 6.0 |
68.0 47.0 50.0 |
7.0 34.0 90.0 |
22.5 22.5 22.5 |
13.9 11.9 9.9 |

500 mm
28.8 kg
455 mm segmentowane
26.2 kg
100 mm
5.8 kg

500 mm
30.9 kg
455 mm segmentowane
28.5 kg
100 mm
6.6 kg
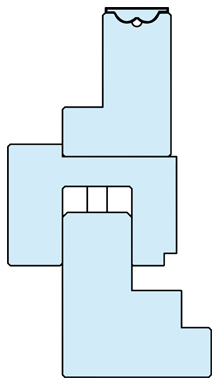
Typowa konstrukcja dla Modeli 3 i 4



500 mm
20.6 kg
440 mm
18.7 kg
100 mm
4.2 kg
Model 4
Matryce stałe Flexi Bend
Długości niestandardowe możliwe na zamówienie we wszystkich modelach
| Model 4 |
| Dostępne ze wszystkimi typami mocowań |
| Standardowe długości 500 mm i 200 mm |
| Dostępne z uchwytami – 60 mm, 13 mm oraz 12.7 mm niesymetryczne |
| max. nacisk (t/m) | grubość materiału (mm) | min. kąt gięcia (o) | nacisk na metr gięcia (t) | ramię gięcia (mm) | max promień zewnętrzny | |
|---|---|---|---|---|---|---|
| Model 4
Max. grubość materiału 16 mm |
300 300 300 |
6.0 8.0 12.0 |
78.0 76.0 73.0 |
26.0 50.0 129.0 |
56.6 56.6 56.6 |
36.4 36.4 36.4 |

500 mm
56.6 kg
200 mm
22.7 kg

Inne zastosowania Flexi Bend
| Zmniejszone uszkodzenia blachy przy stosowaniu narzędzi do zagniatania |
| Zmniejszone uszkodzenia blachy przy gięciu profilu Z |
| Inne narzędzia specjalne dostępne na zapytanie |
 |
 |
 |
 |
Matryce regulowane Flexi Bend
Długości niestandardowe możliwe na zamówienie we wszystkich modelach
500 mm
50 kg
200 mm
20 kg
500 mm
130 kg
200 mm
52 kg
500 mm
98 kg
200 mm
39 kg
500 mm
130 kg
200 mm
52 kg
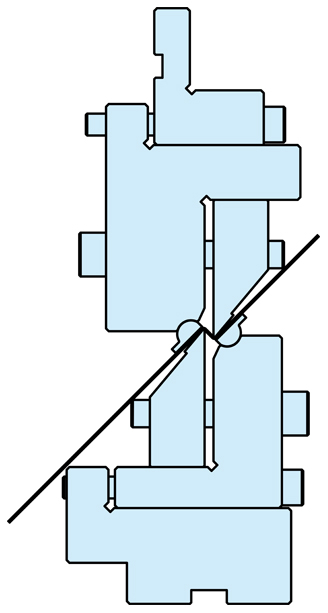
Kalkulacje gięcia
Poniższe obliczenia zostały przedstawione wyłącznie jako wskazówka przy obliczeniach minimalnego promienia gięcia i siły nacisku dla poszczególnych gięć.
Z naszego doświadczenia często w praktyce okazuje się że wartości te są zawyżone i te uzyskane w rzeczywistości są lepsze.
Jeśli z obliczeń uzyskacie Państwo wynik który jest zbliżony do maksymalnych wartości dla prasy czy narzędzia, radzimy przeprowadzić test praktyczny aby potwierdzić czy takie gięcie jest możliwe.
Klucz
Wymiar A Odległość między środkami wkładek (Odpowiednik V w matrycy)
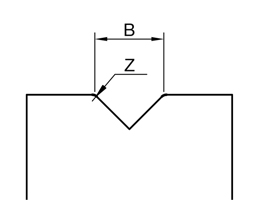
Wymiar B Odpowiednik V – do obliczania wielkości ramienia
Wymiar C Odpowiednik V – do obliczania siły nacisku
Wymiar Z Odpowiednik V – do obliczania siły nacisku
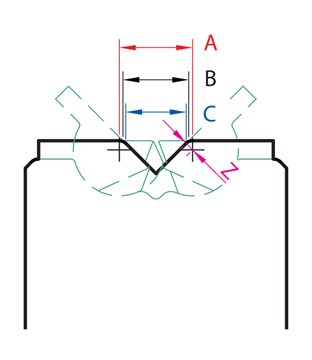
| A (mm) | B (mm) | C (mm) | Z (mm) | |
| Model 1 | 8.00 | 7.17 | 6.59 | 1.00 |
| Model 2 | 15.00 | 13.92 | 13.16 | 1.30 |
| Model 2.5 | 28.00 | 26.34 | 25.17 | 2.00 |
| Model 3 | 38.00 | 33.44 | 30.22 | 5.50 |
| Model 4 | 85.00 | 80.03 | 76.51 | 6.00 |
Wartości wpisywane do sterownika maszyny, odpowiadające standardowej matrycy.
Aby używać matryc Flexi Bend na maszynach numerycznych może być potrzebne wpisanie wartości V i R, należy do tego użyć wartości B jako szerokości i Z jako promienia.